

Die Moderatoren-Kollegin und -Kollegen haben die letzten Jahre fleißig Drucker getestet. Ich habe geschwänzt, weil ich Duet-Boards, Wasserkühlung etc. spannender fand. Nachdem die Anderen sich alle schon am Ender 3 und diversen Clones müde getobt haben, lag es nahe, auch einmal wieder die Hand zu heben.
Verpackung und Lieferumfang
Kurz darauf schlug ein 10kg-Paket von Stephan ein.
SUNLU hat uns den Terminator T3 kostenlos zur Verfügung gestellt. Weiter hat kein Geld den Besitzer gewechselt.

Die Verpackung ist sehr sorgfältig und professionell gestaltet, der Inhalt daher unbeschädigt.




Der Drucker kommt fast vollständig montiert und verkabelt, im Wesentlichen in zwei großen Teilen.

Die fertiggestellte Verkabelung, die die beiden Bauteile verbindet, erfordert beim Zusammenbau etwas Umsicht. Dafür sind alle Steckverbindungen ab Werk mit Heißkleber gesichert, so dass sich beim Transport und im Betrieb nichts losrütteln kann.
Zusätzlich kommen das Netzteil, Werkzeug und Kleinteile, der für diese Bettschüttler übliche Filamenthalter sowie eine Start-Rolle Filament:

Dazu Netzkabel, eine bebilderte Aufbauanleitung in professionellem Englisch, zwei Kabelbinder zum Schnüren des zusammengelegten Bündels, falls der Drucker nochmal verschickt werden sollte, und ein runder Flyer zu einem Affiliate-Programm:

Die Kleinteile sind vollständig. Es gibt zusätzlich eine fünfte Tüte mit ein paar Ersatzteilen, u.a. drei Ersatz-Taststifte für den ABL-Sensor. Das notwendige Werkzeug in einfacher Qualität ist dabei:

SD-Karte
Die SD-Karte enthält die Firmware in mehreren Sprachvarianten (s.u.), als Software Cura und Pronterface, den recht guten und in gutem Englisch verfassten User Guide, das ebenfalls gute Aufbauvideo sowie zwei STL-Files (Ein Benchy mit eigenartigem langem Schornstein und eine Vase mit Relief) sowie ein Prospekt mit der Produktpalette von Sunlu.

Die SD-Karte selbst sollte sofort auf einen Rechner kopiert werden. Sie hat genau einen Gcode zum Drucker transportiert, bevor sie kaputt ging, wie leider bei SD-Karten mit Druckern dieser Preisklasse üblich. Der mitgelieferte Kartenleser hat dagegen durchgehalten. Man sollte also mit Kauf des Druckers gleich parallel eine Marken-SD-Karte bestellen, um diese einfache Möglichkeit zu haben, Druckdateien auf den T3 zu transportieren.
Aufbau
Der Aufbau ist schnell erledigt und sowohl in der Anleitung also auch im Werksvideo gut gezeigt. Die Tüten für die einzelnen Bauschritte sind nummeriert.
https://www.youtube.com/watch?v=U3O87HtClh0
Im Sunlu-Channel finden sich weitere Videos zum T3:
https://www.youtube.com/c/SUNLU/search?query=T3
Alle montierten Schrauben waren ab Werk fest angezogen.
Die Gantry wird mit vier Schrauben von unten an das Unterteil geschraubt. Bohrungen und Profilenden sind präzise gefertigt, so dass die Schrauben die Teile ohne Weiteres in die korrekte Position ziehen.
Im Wesentlichen müssen nur die Rollen von X- und Y-Schlitten nachjustiert werden. Dafür sind die Rollen auf der rechten Seite des Y-Schlittens in den üblichen Exzenter-Buchsen gelagert. Der Maulschlüssel liegt bei. Am besten den Exzenter leicht verdrehen und mit dem Daumen an der Gummi-Rolle prüfen, ob sie schon Traktion auf dem V-Slot-Profil hat, oder noch durchrutscht. Nicht unnötig fest einstellen, um Standplatten der Rollen zu vermeiden!
In Y muss es also nur spielfrei sein, in Z sollten die Exzenter an den zwei Rollen der X-Brücke ganz rechts außen zusätzlich so justiert werden, dass das X-Profil im rechten Winkel mit den Z-Profilen sitzt.
Der X-Schlitten hat einen Exzenter an der unteren Rolle und war korrekt justiert.
Und hier nochmal das Titelbild mit dem fertigen Drucker zum Reinzoomen,
(das geht im Blog überall am besten mit <Rechtsklick/Link in neuem Tab öffnen>, wenn die Bilddatei verlinkt ist, was sie im Titel nicht ist):

Die Komponenten
Rahmen und Gehäuse
Mechanisch ist der Sunlu T3 ein typischer Ender-3-Clone. Die Längskufen sind 40x40er Profile, die Querstrebe unten, die Z-Säulen und die Y-Schiene sind 40x20er, X- und First-Querprofile 20x20er. Das Ganze ist sauber gefertigt und stabil verschraubt und steht auf den typischen massiven großen Gummifüßen, die nicht ganz vorne sitzen. Obwohl der Drucker mit Heatbedkabel etwa 63cm Tiefe benötigt, passt er so trotzdem auf eine 60er Arbeitsplatte und steht vorne entsprechend über.
Die Z-Achse wird von einer Spindel links angetrieben. Manche wünschen sich eine zweite Spindel rechts, aber das ist für einen Drucker dieser Größe einfach unnötig und würde nur die Kosten treiben.
Das Gehäuse ist aus Kunststoff-Spritzguss und fügt sich sauber in den Rahmen ein. Der für die Elektronik nicht benötigte Platz ist als offenes Ablagefach verfügbar. Das ist echt professionell und erheblich schöner gelöst als viele Gehäuse-„Versuche“ der frühen Jahre.

Beide Schlitten und alle Motorhalterungen sind V-Slot-Drucker-typisch aus dickem Blech gefertigt.
Elektronik
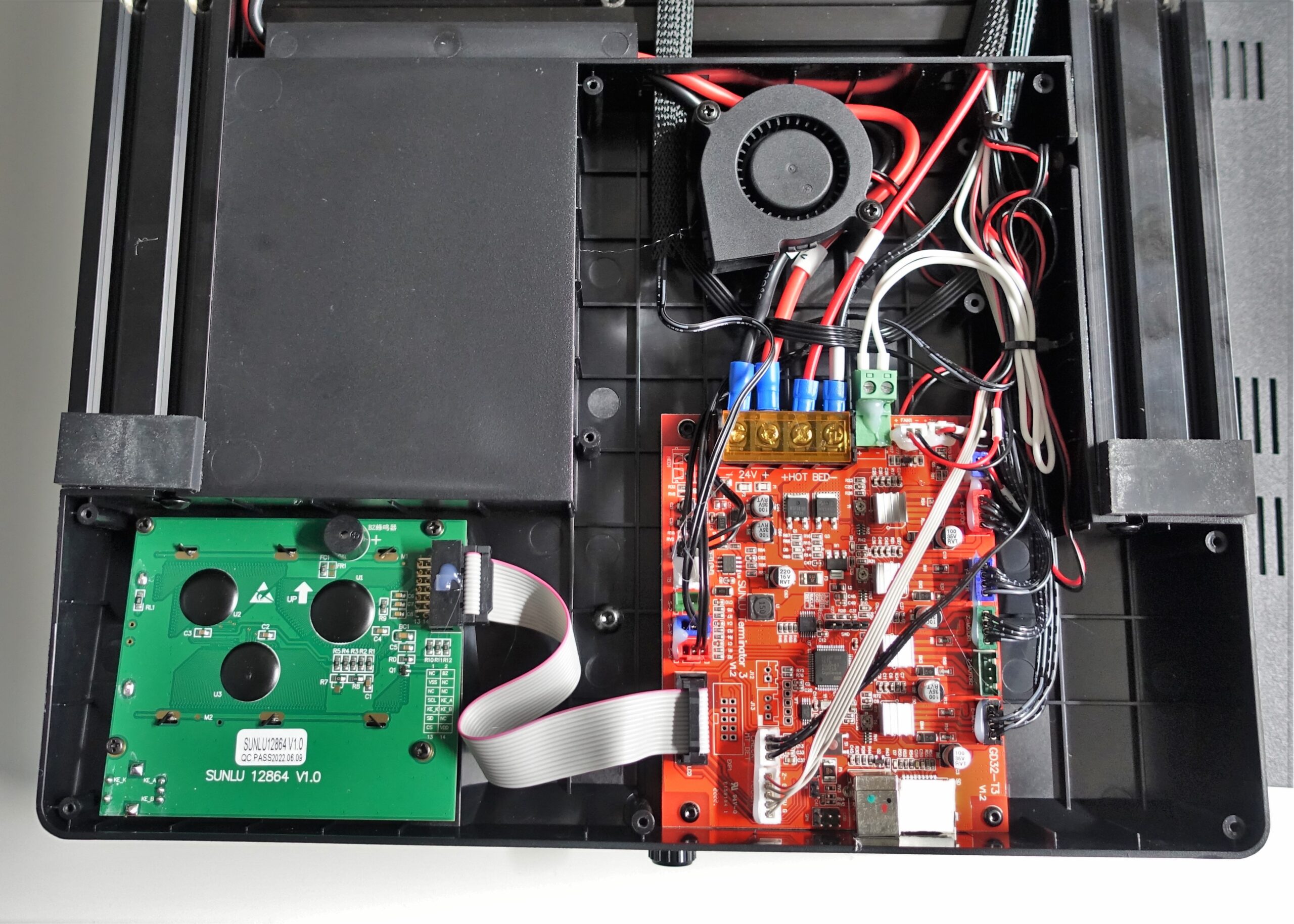
Der Radiallüfter bläst direkt über das Mainboard und ist dabei immer gut vernehmbar. Die Verkabelung ist solide. Wie oben schon erwähnt, sind auch hier alle Steckverbindungen mit Schmelzkleber gesichert.
Das 24V-Mainboard ist proprietär: ‚SUNLU Terminator 3, V1.2‘. Es unterstützt 4 Motoren, ein Anschluss für einen zweiten Z-Motor ist vorhanden, einer für einen Z-Endschalter ebenfalls. Mehr Anschlussmöglichkeiten gibt es nicht.
Micro-SD-Card-Slot (! Es steht Kopf) und USB-B- Anschluss sind nach vorne ausgeführt.

Der Prozessor ist ein 32bit ARM-Prozessor von GigaDevice, der GD32F303 RET6.

Die Kühlbleche von den Motortreibern habe ich nicht abgepult, um zu schauen, welche es sind. Sie steuern die Motoren aber auch im Fast Mode relativ leise an. Andere Schallquellen des Druckers sind lauter.
Hotend und Heatbed werden über HY1403 Mosfets auf dem Board geregelt. Sie können nominell einen Strom von >30A verkraften.
Das Displayboard ‚SUNLU 12864 V1.0‘ trägt nur ein ‚klassiches‘ blaues 12864-Display, einen knackigen Dreh-Klick-Schalter und den unvermeidlichen Piezo-Tweeter. Es verrät uns, dass der Drucker sehr wahrscheinlich nach Juni 2022 gebaut wurde.

Das Display ist hell und kontrastreich.

Netzteil

Das Netzteil ist präzise und stabil mit einem Spritzgussgehäuse für Netzbuchse und Schalter zu einem Modul verschraubt, so dass keine 230V-Leitungen offen liegen. Es wird mit zwei Schrauben direkt an die rechte Z-Säule geschraubt. Per XC-Stecker wird die gesamte Leistung ans Mainboard abgeliefert.
Die internen Anschlüsse sehen sauber aus. Man erkennt aber schon an den Verdrahtungskabel-Farben, dass dennoch nicht alles nach VDE zugeht. Deshalb die Warnung: Wer die Komponenten zusammenbaut, haftet für die Sicherheit des Endproduktes. Es ist kein Fertiggerät mit den entsprechenden Zertifizierungen für den Einsatz hierzulande.

Das Netzteil selbst ist ein LRS-350-24 von Mean-Well.

Sein Lüfter ist das lauteste am Sunlu T3. Er läuft aber nur, wenn notwendig, dann aber auf voller Drehzahl.
Der Drucker zieht gemessen etwa 10A fürs Heizbett, 2,5A fürs Hotend und 0,5A für die Elektronik, in Summe 13A oder 312W. Nimmt man den Strom für die Motoren hinzu, passt die Leistung des Netzteils mit 350W also ziemlich genau.
Heatbed
Das Heatbed steht Ender-3-typisch an 4 Punkten auf Federn. Schrauben sind von oben durchs Druckbett gesteckt. Mit der jeweils oberen Griff-Mutter wird die Höhe eingestellt, die zweite Mutter dient dem Kontern und sorgt dafür, dass sich die Einstellung nicht verstellen kann.

Das Bett ist nach unten isoliert und benötigt nur 2:40 min, um das Bett von 25°C auf 75°C aufzuheizen.
Es zieht gemessen etwa 10A, im Foto plus 0,5A für die Elektronik, heizt also mit 240W.

Obwohl mindestens die Isolierung nicht das ganze Druckbett abdeckt, erreicht das Bett die Solltemperatur sehr gleichmäßig und genau. Alle über das Bett verteilten Messwerte liegen zwischen 75,1 und 77,5°C.


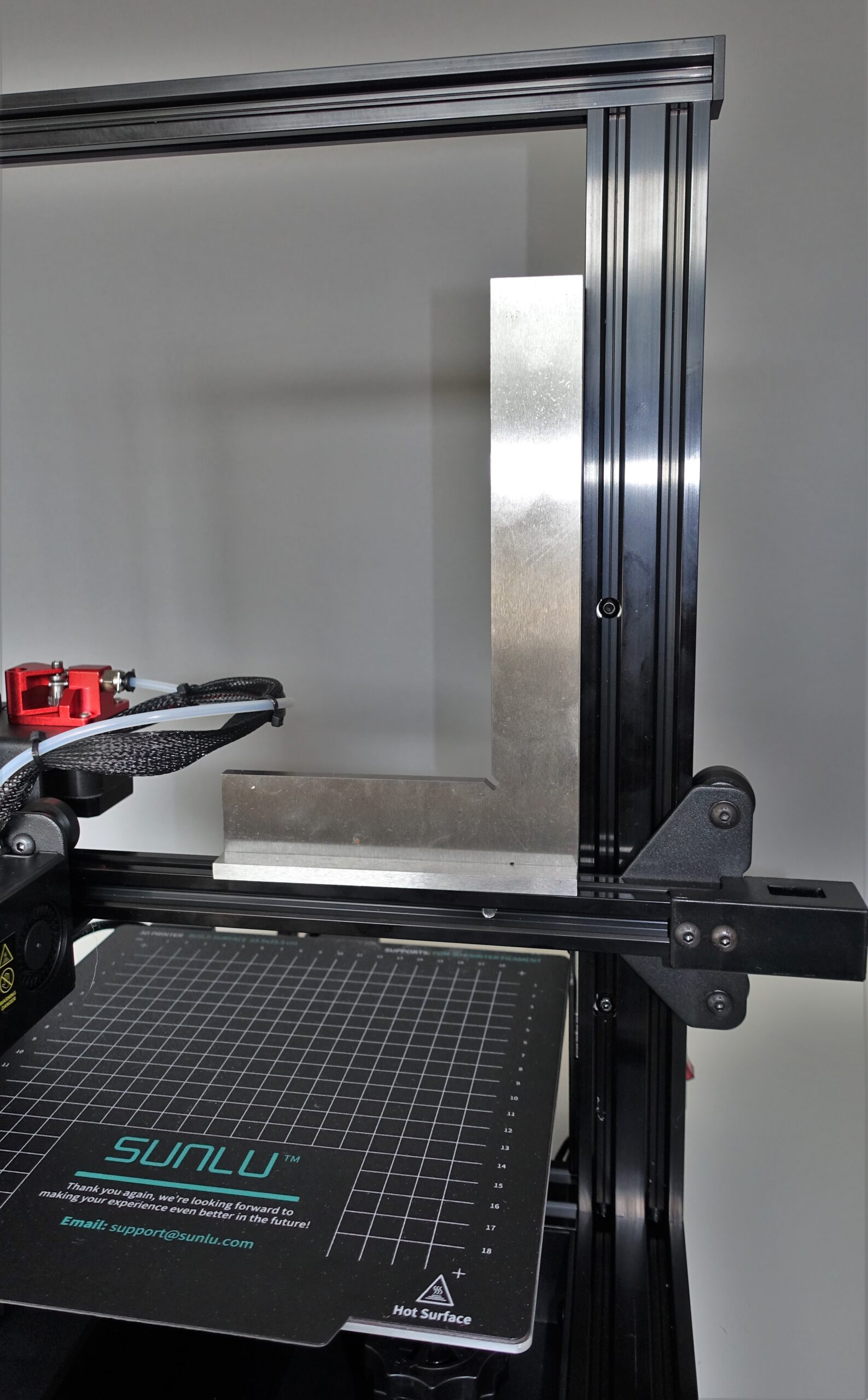
Mit dem Stahllineal geprüft, ist das Druckbett eben. Für letzte Abweichungen gibt’s ABL.
Das Kabel ist mit einer stabilen Zugentlastung versehen.
Die Druckmatte ist eine relativ feste, raue Kunststoffmatte. Ihre Oberfläche hat die Testdrucke ohne Spuren überlebt. Die Druckteile haben nach dem Druck und Abkühlen eine geringe Resthaftung. Soweit ist das prima. Aber die Resthaftung reicht nicht aus, um das Druckteil bei Filamentende oder Stromausfall über das Abkühlen hinaus für das Wiederanfahren des Drucks festzuhalten. Als Magnetmatte ist sie leicht tauschbar und man kann eine Ender-3-Matte eigener Wahl auflegen.
Druckkopf

Ein Kunststoff-Spritzguss-Gehäuse, in dem Cold-End-Lüfter, Bauteilelüfter und eine Beleuchtungs-LED verbaut sind, deckt den Druckkopf ab.
![]()
Ich musste die beiden Befestigungsschrauben lösen, um das Gehäuse im Sitz maximal nach oben zu schieben, damit die LED eine vernünftige Flughöhe behält und nicht zu knapp über dem Bauteil fliegt. Im Foto ist das Gehäuse am oberen Anschlag, wodurch es oben für die Sicherungsklammern am Push-fit des Bowdens eng wird.
Die Abdeckung versperrt sehr stark den Blick von vorn auf die Düse. Man muss mit den Augen auf Druckbetthöhe, um überhaupt etwas zu sehen. Besser ist der Druckvorgang von hinten zu beobachten:


Hotend
Das Hotend ist einfach gebaut und V-Slot-Drucker-typisch direkt und sehr stabil an die Trägerplatte des Druckschlittens geschraubt. Das Heatbreak ist von unten gesteckt und mit Madenschraube geklemmt und wird mittelbar zusätzlich über die beiden Heatblock-Schrauben gehalten. Der Bowden reicht hinunter bis in den Heatblock, so dass das Hotend sein Limit bei 260°C hat, bevor der Bowden aufgibt.

Nach meiner Erfahrung sind diese einfach gebauten Hotends im Auslegungstemperaturbereich nicht schlechter als hochpreisige Lösungen. Es besteht soweit überhaupt kein Grund für ein Update. Wer gängige Filamente wie PLA oder PETG drucken möchte, erreicht mit einem solchen Hotend bestmögliche Druckergebnisse.
Der Heater zieht rund 2,5A, bringt also eine ungewöhnlich hohe Leistung von 60W, die die hohen Druckgeschwindigkeiten möglich macht und das Hotend von 22°C auf 220°C in nur 70s aufheizt.
Extruder
Der Bowden-Extruder ist einer dieser Dual-Drive-Extruder aus rot eloxiertem Aluminium.

Sie unterscheiden sich ein wenig in der Hebelform und den Ritzeln. Hier sind die Ritzel sauber gefertigt und haben griffige Rillen. Eine Scheibe liegt oben auf dem mitlaufenden Ritzel.

Beim Drucken war er schlicht völlig unauffällig und hat einfach seinen Job gemacht. So soll es sein.
Das Einfädeln des Filaments ist gut und zügig machbar.
Die Kalibrierung ab Werk lag mit 135,1 steps/mm 2,5% zu niedrig. Sie kann über das Menü angepasst werden. In diesem Fall auf 138,6 steps/mm. Vor dem Kalibrieren schob der Extruder 97,5 mm, danach 100 mm:

Mehr zur Kalibrierung gibt‘s hier zu lesen.
Mit dem Sunlu T3 geht es sogar einfacher, weil alle Schritte über das Druckermenü erreichbar sind:
- Düse auf 200°C aufheizen, sonst verhindert die Firmware das Fahren des Extruders
- Sicherungsklemme abziehen und den Schlauch aus dem Pushfit des Extruders ziehen
- Mit Marker einen Strich auf dem Filament direkt am Pushfit setzten
- Über das Druckermenü (Motion/Move Axis/Extruder) 100mm Filament schieben
- Länge messen wie im Bild
- Im Druckermenü (Configuration/Advanced Settings/Steps/mm) den bisherigen Wert ablesen.
- Den neuen Wert per Dreisatz berechnen, in meinem Beispiel 135,1 / 97,5 * 100 = 138,6
- Den neuen Wert im Druckermenü an gleicher Stelle eintragen
- Speichern (Configuration/Store Settings)
Filamentsensor, Stromausfall- und Verstopfungs-Erkennung
Alle drei Features lassen sich im Menü des Druckers ein- und ausschalten.

Runout Sensor:
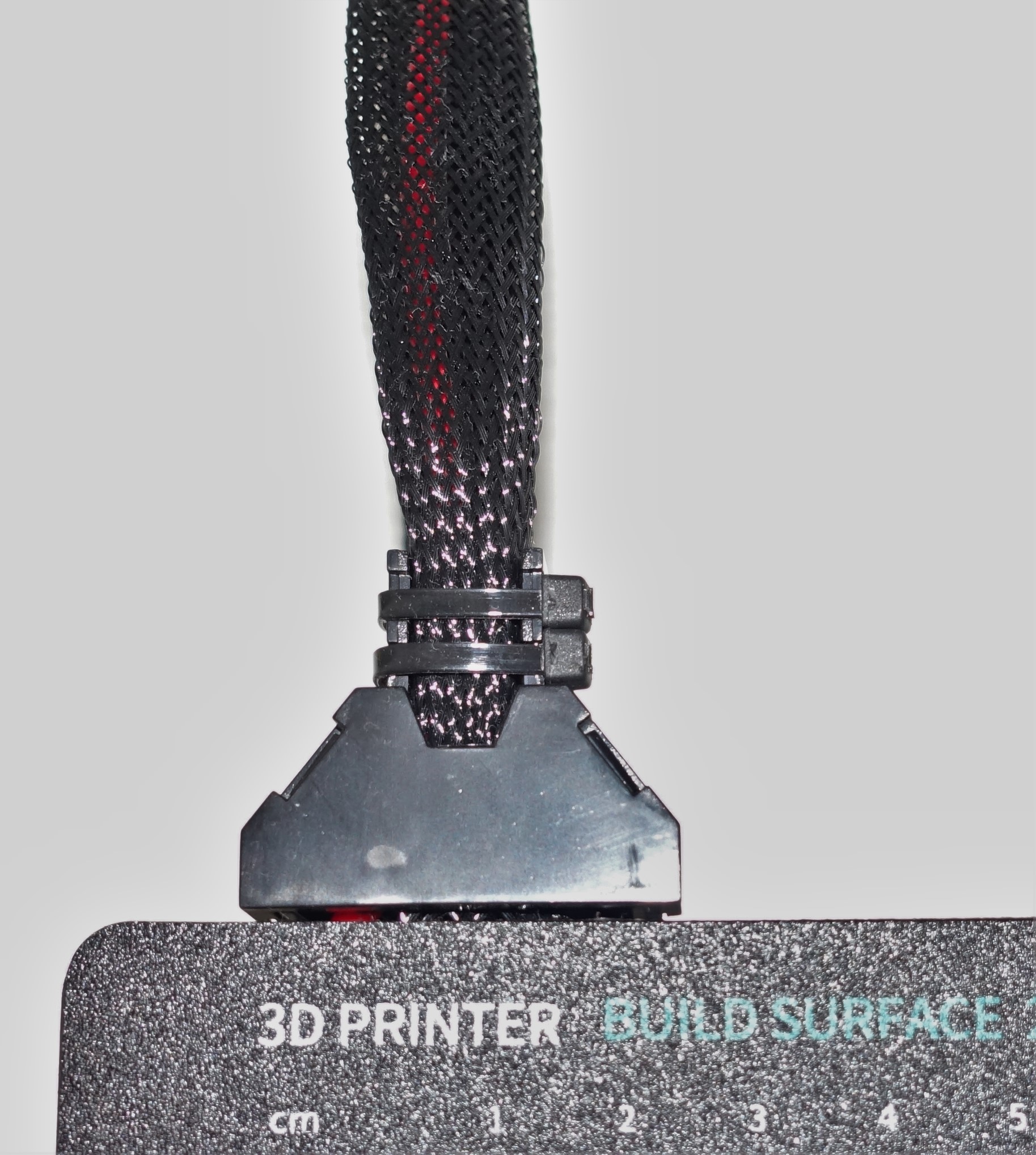
Vor dem Extruder sitzt ein Filamentsensor, der das Ende oder den Bruch des Filaments detektieren soll:

Ich hab das Filament 10 cm vor dem Sensor abgeschnitten. Das Ende läuft durch den Sensor und nichts passiert, auch nicht verzögert. Sobald das Ende die Transportritzel erreicht, druckt der Drucker in die Luft.
Power Outage:
Bein Abschalten im laufenden Druck bleibt der Drucker natürlich stehen. Die Düse schmilzt mit Ihrer Restwärme einen Popel an das Druckteil. Beim Wiedereinschalten bietet der Drucker an, den Druck zu beenden oder fortzusetzen. Beim Fortsetzen heizt er nacheinander Bett und Düse wieder auf. Dabei bleibt die Düse am Druckteil. Nach erreichen der Temperatur fährt der Drucker in X und Y kurz in die Home-Position und nimmt dann den Druck an der letzten Position wieder auf. Leider ist jetzt der Popel soweit abgekühlt und hart, dass die Düse dagegen fährt und das Druckteil vom Bett abreißt. Zweimal probiert.
Jam Detection:
Habe ich nicht probiert, weil ich nicht künstlich das Hotend verstopfen wollte.
Antriebe
Die Riemen laufen in die Profile integriert praktisch völlig im Verborgenen. Die Motor-Pulleys sind mit Spritzgussgehäusen abgedeckt, die auch die Endschalter aufnehmen.

Die Riemenspanner liefern ein gutes Feedback, man merkt, ab welcher Position der Riemen unter Spannung kommt. Dann noch eine viertel bis halbe Umdrehung und gut. Genau so waren die Riemen ab Werk bereits eingestellt.
Die Motoren werden auch im Fast Mode nie wärmer als gut 50°C, also noch im grünen Bereich. Der Extruder-Motor wird von einem eigenen Lüfter angeblasen und bleibt unter 40°C.



Z-Achse, Leveln und Auto-Bed-Leveling
Der Sunlu hat keinen mechanischen Endschalter für das Homen der Z-Achse, sondern nutzt dafür den ABL-Sensor.
In der Werkseinstellung ist das Vermessen des Druckbetts an mehreren Punkten eingeschaltet (Motion/Level/AUX level: ON) und der Drucker fährt zu Beginn jedes Drucks, ausgelöst durch das Homen von Z im Gcode, das gesamte Druckbett ab, vermisst es und beginnt dann mit dem Druck.
Um mit dem Leveln klarzukommen, empfehle ich, AUX-level zunächst abzuschalten.
Die Justierung für den ersten Druck geht dann wie folgt:
- Ab Werk sollte das Druckbett schon grundsätzlich auf eine brauchbare Ausgangshöhe eingestellt sein. Die Druckbettfedern sollten leicht unter Spannung stehen und das Druckbett sollte parallel zum Sockel des Druckers sein. Dafür kann man den Drucker am einfachsten auf einen waagerechten Tisch stellen und das Druckbett mit einer Wasserwage prüfen und ggf. ausrichten.
- Lt. User Guide wird zunächst der Z-Offset eingestellt (Motion/Level/Z Offset). Damit wird der Steuerung der Unterschied zwischen Auslösehöhe des ABL und der Düse mitgeteilt.
- Danach wird das Bett manuell gelevelt. Auch dies ist im Handbuch beschrieben. Der Drucker unterstützt dabei mit dem Anfahren von vier Positionen (Motion/Level/Manual/Level).
- Im Zweifelsfall wiederholt man Z-Offset-Einstellung und Manuelles Leveln in dieser Reihenfolge einfach noch einmal.
- Damit ist der Drucker druckfertig.
Sollte der erste Layer des ersten Drucks noch nicht passen, kann man den Z-Offset anhand dessen noch feinjustieren.
Gibt’s Probleme bei größeren Druckteilen, weil das Druckbett doch nicht ganz eben sein sollte, schaltet man einfach das automatische Bettleveling wieder ein.
Firmware
Der getestete Sunlu T3 läuft auf der ‚Terminator-3 32Bit Firmware V3.31. Dabei handelt es sich grundsätzlich um Marlin 2.0, das offenbar um einen Fast Mode erweitert wurde. Das dürfte auch der Grund sein, warum Sunlu die Firmware nur als Binärdatei zur Verfügung stellt.
Ab dem 11.10.2022 war die Version 3.40 online verfügbar als ZIP mit Bin- und Readme-Datei.
http://3dsunlu.com/DownLoad/99909.html
Die installierte Firmware bietet Chinesisch und Englisch als Sprachen an. Auf der SD-Karte und zum Download gibt es auch entweder Französisch, Spanisch oder Japanisch jeweils in der Kombination mit Englisch.
Software
Auf der SD-Card finden sich eine Cura_15.04.6.exe mit Dateidatum aus 2016 und ein Pronterface-Ordner, in dem u.a. ein slic3r aus 2019 liegt.
Das Handbuch nimmt zur Software Bezug auf diese Cura-Version und erklärt das Einrichten des Druckers. Dabei wird der Drucker als ‚other printer‘ neu eingerichtet, also kein bestehendes Profil verwendet.
Man sollte also gleich ein aktuelles Cura oder einen anderen Slicer eigener Wahl verwenden und den Drucker dort einrichten.
Ich nutze immer noch S3D, auch für die Tests hier.
Sunlu gibt keine Gcodes auf der SD-Card mit, bietet aber online zwei Dateien an, eine Art Eiskratzer und eine Sortierbox.
http://3dsunlu.com/Content/2169363.html
Ich bin bei bewährten Vergleichs-Drucken geblieben.
Grundsätzlich empfiehlt auch Sunlu im User Guide eine Druckgeschwindigkeit von 40-60mm/s. Die folgenden Drucke sind alle mit 50mm/s Basisgeschwindigkeit gedruckt, wenn nicht anders angegeben.
Ganz realitätsnah habe ich Filament aus dem Bestand verwendet. Alle Rollen hatte ich schon 2018 angebrochen und seitdem zeitweise in Tüten gelagert, und noch geringere Zeit mit trockenem Silicagel.
- PLA gelb von Das Filament
- PLA rot von Innofil
- PETG grau von Das Filament
Alle drei Filamente habe ich ein wenig einjustiert.
 Ich hänge die Gcodes der unten gezeigten Drucke an. S3D schreibt zu Beginn alle Parameter als Kommentare in die Files. Bei den guten Drucken steht die Retraction Distance auf 3,5mm. Ein Wert, der für die Bowdenlänge nicht untypisch ist.
Ich hänge die Gcodes der unten gezeigten Drucke an. S3D schreibt zu Beginn alle Parameter als Kommentare in die Files. Bei den guten Drucken steht die Retraction Distance auf 3,5mm. Ein Wert, der für die Bowdenlänge nicht untypisch ist.
Bei den Testwürfeln gibt es wenig zu meckern.

Das minimale Stringing im Y des grauen PETG-Würfels könnte mit noch besserer Filamenttrockung bestimmt gelöst werden.
Das Pflicht-Benchy in Normalgröße seht ihr unten mit auf den Fotos bei den beiden großen und wird dort mit besprochen.
Uwe hatte auf Creality-Druckern ähnlicher Bauarten Probleme mit Zylindern. Die gibt es hier nicht.

Es ist dasselbe Filament und derselbe Gcode. Links lag das Filament 4 Jahre rum, rechts nach 4h trocknen in einem günstigen Dörrautomaten. Ein paar mehr Stunden hätten sicher auch noch mehr gebracht.
Schnelldruck:
Nun wird der Sunlu T3 ja für seinen Schnelldruck beworben. Für einen Test habe ich mich entschieden, einfach ein Benchy mit doppelten Längen, also achtfachem Volumen zu drucken. Einmal normal, einmal schnell.
Der normale Druck mit 50mm/s lief 6:10 Stunden.
Für den schnellen Druck habe ich in S3D einfach die maximale Geschwindigkeit von 50mm/s auf 250mm/s erhöht und darauf gesetzt, dass Parameter wie die maximale Beschleunigung, langsamere Geschwindigkeiten für Außenlinien, etc. dafür sorgen, dass der Druck funktioniert. Schließlich zeigt S3D nur für die Decksfläche und (im Bild nicht sichtbar) im Infill knapp darunter Geschwindigkeiten in der Nähe der jeweiligen Maximalgeschwindigkeit an, der Rest des Drucks läuft deutlich langsamer.
Links 50mm/s = 3000 mm/min, rechts 250mm/s = 15.000mm/min:
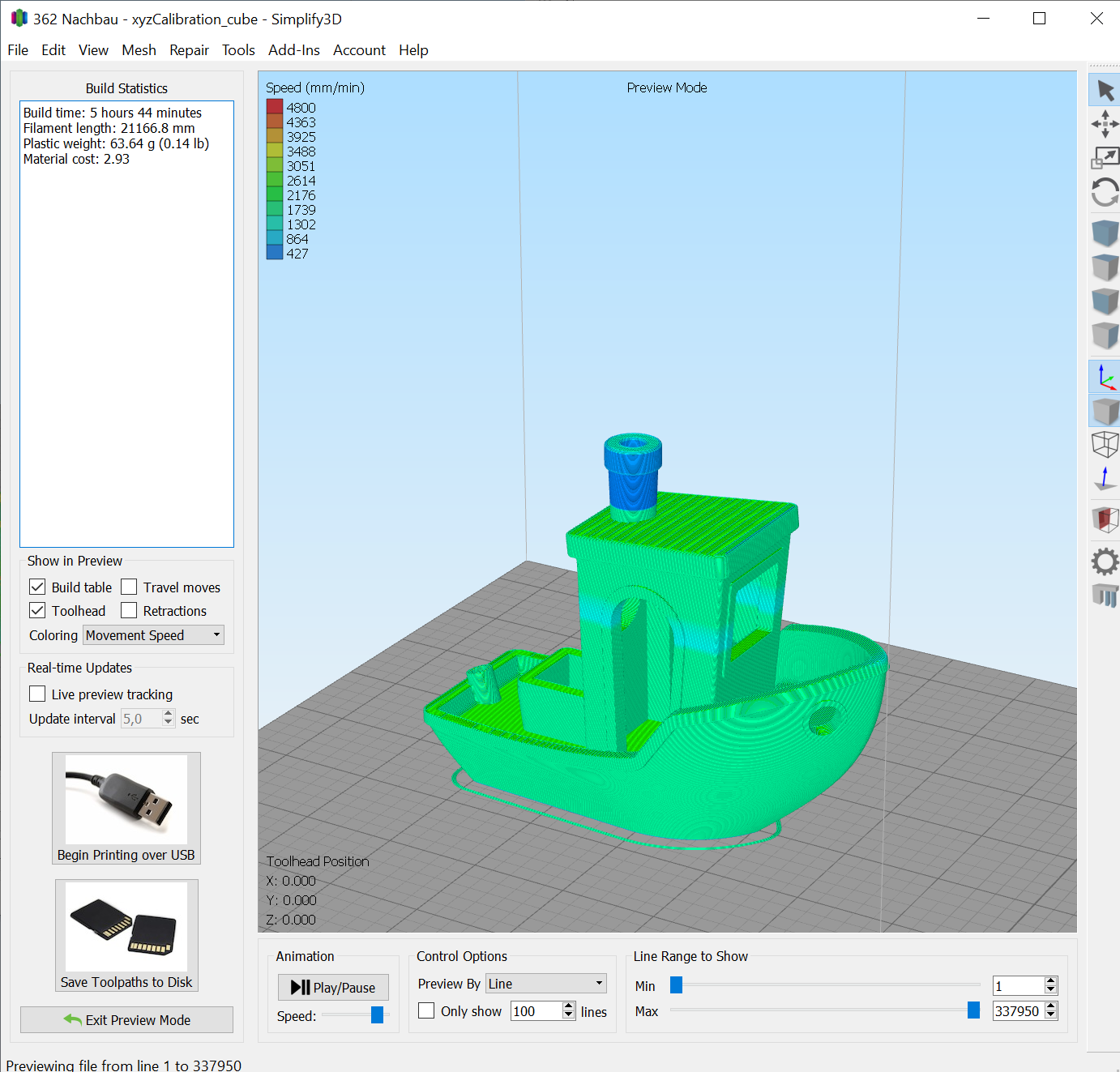

Achtung: die Farblegenden sind in den Bildern unterschiedlich, obwohl die 15.000 mm/min rechts nicht erreicht werden, sind die Geschwindigkeiten dennoch erheblich höher als links, wo die 3000 mm/min (nur die Legende geht bis 4800 mm/min) auch nicht erreicht werden.
Tatsächlich läuft der Druck mit 250mm/s nicht vernünftig, sondern der Drucker verliert Schritte und erzeugt insgesamt soviel Vibrationen, dass die Mechanik einen Druck von Stunden schlicht nicht überleben würde. Hier ein kleiner Eindruck des sofort abgebrochenen Versuchs:
Fast Mode
Im nächsten Schritt wieder mit dem ‚langsamen‘ Gcode, aber jetzt am Drucker den „Fast Mode“ eingeschaltet und – wie das User Manual vorschlägt – die Temperatur ein Stück erhöht: von 200°C auf 215°C:

(Bild ist vom Video abgenommen, das Display ist live so scharf und kontrastreich wie im Foto oben dargestellt.)
Dieser Druck lief in 2:50 Stunden durch, also in 45% der Zeit oder gut doppelt so schnell. Dabei werden die Parameter so geschickt gewählt, dass der Drucker stets unterhalb seiner physikalischen Limits bleibt.
Hier ein kurzer Vergleich von normaler Geschwindigkeit und Fast Mode:
Und hier eine Reihe Fotos, jeweils links der Fast Mode, Mitte und rechts mit 50mm/s:





Die Fotos sind ‚böse‘ fotografiert. Live sehen die Benchys besser aus.
Auf den Fotos wirkt das linke Benchy größer, das ist live nicht der Fall.
Was fällt auf?
- Live ist der Schriftzug am Heck beim Normaldruck besser und völlig klar zu lesen.
- Das kleine Benchy, in der Hand gehalten, ist auf dem Stand der Technik, obwohl das Filament vier Jahre alt ist und „Das Filament“-PLA eher etwas zickig ist.
- Der Fast-Mode-Druck links hat deutlich mehr Problem mit den Überhängen. Evtl. muss die Temperatur weniger stark angehoben werden.
- Der Fast-Mode-Druck zeigt an einigen Stellen Extrusionsproblemchen unterhalb des Türbogens auf beiden Wänden.
- Der Fast-Mode-Druck zeigt etwas Ghosting, z.B. an den Kabinenkanten.
- Der Fast-Mode hat etwas Probleme mit der Bugkante in ca. 2cm Höhe. Die Kühlung scheint nicht auszureichen. Wahrscheinlich ist der Lüfter einfach zu schnell wieder weg.
- Die Drucke in Normalgeschwindigkeit zeigen einen feinen Ripple oder Salmon Skin am Bug, der bei Fast Mode nicht auftritt.
- Am Boden fehlen z.T. ein paar Linien und am Bug des kleinen Benchys sieht man unten eine Drucklinie ‚querstecken‘. Dies liegt daran, dass die Düse den üblichen Sabberfaden aus der Aufheizzeit mitschleppt und man von vorne kaum per Pinzette drankommt, um ihn rechtzeitig wegzunehmen.
Fazit:
Das Konzept des Sunlu Terminator T3 scheint zu sein, einen Einstiegs-Fast-Fertigdrucker zum günstigen Preis anzubieten.
Dafür hat man auf günstige und offen verfügbare Plattformen zurückgegriffen: Ender 3 und Marlin 2.0.
- Der Ender 3 ist in den Komponenten günstig und liefert sehr gute Druckqualität. Das V-Slot-System ist robust und als Bettschubser gut zerlegbar, was die Transportkosten senkt.
- Marlin 2.0 unterstützt 32bit und moderne Komponenten, läuft aber auch mit einem günstigen Display und ist eine ideale Plattform, um kostengünstig herstellereigene Entwicklungen wie den Fast-Mode zu ergänzen.
Grundsätzlich geht das Konzept auf. Der Sunlu Terminator T3 ist im Kern ein grundsolider Drucker, der sehr gute Ergebnisse auf dem Stand der Technik liefert. An vielen Stellen zeigt sich, dass die Entwickler die Extrameile für gute Lösungen gegangen sind: Profil-Fertigungsqualität, Gehäuse-Integration, Marken-Netzteil, sorgfältige Werksmontage, sehr aufgeräumtes Menü, durchdachte Video- und Textanleitungen. Die Einstiegsschwelle in die grundsätzlich offene V-Slot- und Marlin-Welt ist deutlich abgesenkt, man muss kein versierter Mechaniker sein, um ans Laufen zu kommen, sollte aber mit Englisch zurechtkommen.
Im Vergleich zu eingehausten Druckern ist der Sunlu T3 so leicht und kompakt, aber zugleich so stabil, dass man ihn gut umhertragen und wegstellen kann.
Apropos Aufstellung: Fürs Schlafzimmer eignet er sich eher nicht. Die Motoren werden zwar sehr leise angesteuert, aber die Lüfter sind nicht ganz leise: Gehäuselüfter, Hotend-Lüfter und Netzteillüfter – in dieser Reihenfolge mit zunehmender Lautstärke. Aber wenn man ihn gleich ans Verlängerungskabel steckt, ist er so stabil, dass man ihn bestimmt während des Drucks in der Wohnung umstellen könnte.
Der Einstieg in die Software bleibt klassisch: Es gibt keine proprietäre vereinfachte Herstellerlösung, sondern man kann und sollte den Slicer von Beginn an selbst wählen und muss den Drucker dort selbst einrichten. Das ist zu Beginn etwas aufwändiger, dafür arbeitet man von Beginn an mit dem ‚richtigen Handwerkszeug‘, für das es online umfangreiche Online-Dokumentationen und Einführungen z.B. zu Cura gibt.
Der Fast Mode ermöglicht tatsächlich einen Druck im doppeltem Tempo, ohne dass die Mechanik überfordert wird, und ohne dass man in die Optimierung der Parameter selbst einsteigen muss. Natürlich gibt es ein paar Abstriche in der Druckqualität gegenüber einem Druck in empfohlener Geschwindigkeit.
Die ABL-Implementierung funktioniert gut, einige der anderen ‚Assistenten‘ weniger. Ich habe alle vier bisher in meinen Druckern nicht vermisst.
Möchte man später den Drucker unbedingt modifizieren, so ist dies grundsätzlich möglich. Ganz einfach ist der Tausch der Druckmatte, im Ender-3-Format gibt es reichlich Auswahl. Auch Druckköpfe, die für einen solchen Umbau optimiert sind und z.B. keine neue Thermistor-Konfiguration erfordern, wären noch denkbar, auch wenn man bei der Performance des verbauten Hotends und dem bauartbedingt fehlenden Gehäuse für Hochtemperaturdrucke die Sinnfrage stellen müsste.
Für größere Änderungen, wie z.B. andere Temperatursensoren, einen zweiten Extruder und ähnliches muss man sich dann entscheiden, die Firmware mit dem Fast-Mode aufzugeben und ggf. ein neues Board einzubauen. Als Basis hätte man immer noch eine grundsolide Ender-3-Mechanik mit einem sehr gut integrierten Gehäuse.
Tatsächlich würde ich den Sunlu Terminator T3 aber so nehmen, wie er ist, maximal mit einer anderen Matte experimentieren und mit dem Drucken beginnen. Dann hat er das Zeug, auch ohne Touchscreen und WLAN ein zuverässiger und unauffälliger Kumpel am Ende der Fertigungskette zu werden. Und wenn man’s mal eilig hat, wird er dafür auch mit doppeltem Tempo zum Terminator.
Thanks drucktipps3d and Peter O