新手用户快速入门指南
作为初次接触3D打印的新手用户,建立规范的耗材使用与保存体系是确保打印成功的关键。本WIKI指南将按照耗材开封→预处理→安装到打印机→科学储存的全过程提供操作指导。
提示:对于耗材的选择,我们一般建议从最友好的PLA入手,因为它操作简便,易打印,相较而言失败率更低。
耗材开封
当您收到新的耗材时,请首先仔细检查其真空密封包装的完整性。从包装袋是否紧绷、封边有无破损、干燥剂是否变色,来判断耗材在运输和仓储的过程中是否已经暴露在潮湿空气中。
| 普通密封包装袋 | 铝箔密封包装袋 |
 |  |
开封步骤:
- 尽量使用剪刀沿密封边缘剪开
- 避免损伤密封条、内部线材和干燥剂包装
- 完整取出干燥剂包和线材夹,单独保存可供后续使用
需要注意的是,虽然有些耗材包装看似完好,但经过长途运输或长期储存在高湿度环境后,水分仍可能缓慢渗入。因此,我们建议在打印前都需对耗材必须进行干燥处理。
耗材烘干
为确保最佳的打印效果,我们建议对所有新收到的耗材,尤其是包装不够紧实的,都进行烘干预处理。这是因为吸湿后的耗材在打印时会产生气泡、拉丝,甚至导致层间结合力下降和喷嘴堵塞等问题。预防性干燥是避免后续打印失败最有效的一步。您可以根据材料类型设定烘干参数,这将显著提升打印的成功率和成品质量。
| 常见耗材烘干参数表 | |||
|---|---|---|---|
| 新手友好材料 | |||
| 材料类型 | 是否需要烘干 | 温度 | 时间 |
| PLA / PLA+ | 推荐 | 50–55℃ | 6–8h |
| High Speed PLA | 推荐 | 50–55℃ | 6–8h |
| PLA Matte / Meta | 推荐 | 50–55℃ | 6–8h |
| Silk PLA / 多色PLA | 推荐 | 50–55℃ | 6–8h |
| PLA-CF | 推荐 | 50℃ | 6–8h |
| 进阶材料 | |||
| 材料类型 | 是否需要烘干 | 温度 | 时间 |
| PETG | 推荐 | 60–65℃ | 6–8h |
| PETG-CF | 推荐 | 60–70℃ | 6–8h |
| PETG 夜光 | 推荐 | 60–65℃ | 6–8h |
| ABS | 推荐 | 75–85℃ | 6–8h |
| ASA | 推荐 | 80℃ | 6–8h |
| ABS-FR | 推荐 | 80℃ | 2–4h |
| PC/ABS | 推荐 | 70–80℃ | 6–8h |
| PP | 推荐 | 50–80℃ | 2–4h |
| 高吸湿 / 工程材料 | |||
| 材料类型 | 是否需要烘干 | 温度 | 时间 |
| TPU | 必须 | 50–60℃ | 6–8h |
| PVA | 必须 | 75–85℃ | 8–12h |
| PVB | 必须 | 50℃ | 1–2h |
| PA(尼龙) | 必须 | 80–110℃ | 4–12h |
| PA-CF / PA-GF | 必须 | 80–110℃ | 8–12h |
| PC | 必须 | 70–80℃ | 6–8h |
| PEEK | 必须 | 110–140℃ | 4–6h |
| LW-PLA | 必须 | 50–55℃ | 6–8h |
| PLA Wood | 必须 | 55–65℃ | 6–8h |
养成“新材必检,受潮必烘”的习惯,能够从根本上保证耗材性能。简单的事前处理,远比在打印失败后排查问题、浪费时间和材料来得高效。
耗材上料
三绿一直致力于为用户提供更高效、更环保3D打印解决方案,目前推出的第三代可重复使用的线盘,弥补了传统线盘的不足,同时提高了用户的整体打印体验。

为满足不同场景下的使用需求,我们的耗材产品提供有盘耗材和无盘耗材两种规格,倘若您已拥有多个三绿的有盘耗材,我们推荐您后续选购可无盘耗材。这一选择不仅能够降低存储空间压力,减少包装材料消耗,更践行环保理念的同时,实现成本节约。(如果您目前没有无盘耗材,则可跳过以下安装指引)
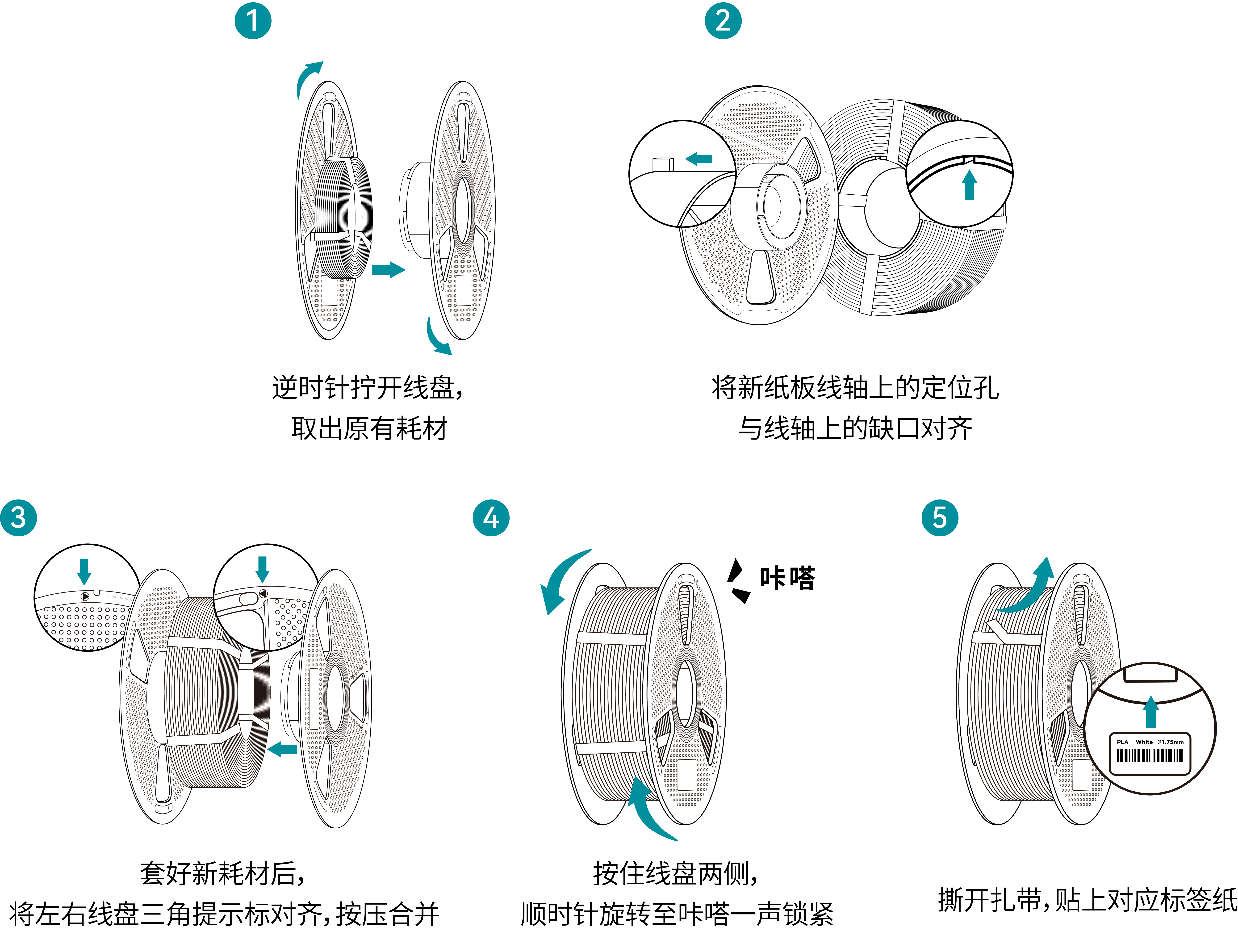
安装线盘指引:
1、从无线盘耗材包装盒中,取出尼龙扎带和用扎带捆好的无盘耗材。此时不要撕开耗材上的固定扎带,它能防止耗材在安装前散开。
2、在更换前,先用取出的尼龙扎带,穿过您旧线盘上剩余耗材卷的中心,轻轻拉紧固定。这一步能确保旧耗材在拆卸时不会突然松散、打结。
3、用手扶稳线盘,然后逆时针旋转线盘,将上面剩余的旧耗材平稳地拆卸下来。
4、将新无盘耗材安装到线盘上,对准标识并沿顺时针方向平稳地旋转线盘,当线盘旋转到位时,您会听到一声“咔”,这表示内部的卡扣已经锁紧,安装完成。
5、小心地取下尼龙扎带,将它收好,方便您下次更换耗材时再次使用。
干燥后的耗材放到打印机的料盘架或AMS上,并手动将耗材送入料管,点击打印机控制面板的“进料”选项,随后按照说明进行操作。
装耗材的时候用大点力,特别是对于新的打印机可能需要用更大的力气。如果仍装不进去,则用剪刀将耗材头部剪成斜角,然后用力抓紧它垂直地插入挤压机的顶部对应位置,也可以用钳子或其它东西夹紧,插的过程中不要倾斜。当发现耗材开始进入挤压机时,继续保持向下压10秒。
开始打印
1、准备模型与切片:在计算机上载入或设计好您的3D数字模型。使用切片软件(如Bambu Studio, Cura等)为该模型选择合适的材料类型,并设置该材料所推荐的打印参数。
2、发送指令与开始打印:将生成的打印文件发送至打印机。在打印机控制界面或软件上确认参数无误后,点击“开始打印”。
3、等待成型与后处理:打印机将开始自动执行打印任务。打印完成后,请根据材料特性进行相应的后处理(如取下模型、去除支撑、清洗等),即可获得您的成品。

耗材保存
为确保耗材的最佳性能并延长其使用寿命,若预计长时间不使用该卷耗材,建议您在打印任务结束后完成以下操作:
1、退料:通过打印机操作菜单完成“退料”流程,将耗材从挤出机中退出。
2、取下并整理:将耗材从支架上取下,并将线材末端固定在线盘侧面的卡槽或线孔内,以防线材散乱或相互打结。
3、密封防潮:立即将整理好的整卷耗材放入密封袋或防潮箱中保存。对于PLA、PETG、尼龙等易受潮材料,强烈建议在容器内放入干燥剂。
4、妥善存放:请将密封后的耗材存放于阴凉、干燥、避光的环境中。
进阶用户常见问题检索
当您已经能够熟练进行基础打印,开始思考如何让作品更坚固、更精密,打印速度更快时,说明您已经对打印有了更高的要求。本进阶用户指南将为您提供系统化的技术提升路径,内容聚焦四个核心维度:
- 材料选择与拓展:深入解析不同材料的特性,指导您根据不同项目选择适合的打印材料,实现从“能用”到“好用”的跨越。
- 材料性能知识:解读核心参数,帮您透过数据看懂耗材真实性能。
- 设备性能深度调校:通过讲解如何调整打印参数,帮助您更好地将打印精度提升至设备极限。
- 应用拓展:涵盖硬件升级、多材料打印优化、专业后处理等内容,帮助您拓展应用边界。
请随指南逐步深入,系统化完善您的打印工艺体系。
材料选择与拓展
当您面对具体的设计需求时,这张表格将帮助您快速锁定2-3种候选材料,明确技术重点与必备条件,从而高效启动项目。
| 您的需求 | 首选推荐 | 备选方案 | 关键理由 | 必需设备与环境条件 |
|---|---|---|---|---|
| 工艺品、概念模型、玩具等 | PLA | 光敏树脂 (精度要求极高时) | 色彩丰富、细节表现力强 | 通用FDM打印机 |
| 应用于教育或安全场景 | PLA | PCL (需柔性或可塑) | 无异味、低打印温度、安全 | 通用FDM,PCL需低温打印 |
| 制作耐用、承重的功能性零件 | PETG | ABS (可接受更高调试成本) | 强度、韧性、耐化学性综合最优 | 通用FDM打印机,ABS:需保温舱 |
| 需要耐热的工程件(>100℃) | ABS | PC (要求更高强度与透明度) | 热变形温度高,刚性高 | 必须配备保温舱,高强度热床 |
※机械性能:是指打印成品在真实物理世界中承受外力、抵抗破坏并保持功能完整的能力。它并非单一指标,而是一个包含强度、韧性、硬度、抗冲击性以及抗疲劳性的综合性能体系。
以上决策矩阵为您提供了从具体需求出发的快速选材路径。然而,要真正精通材料应用,还需要对各种类耗材特性有系统认识。
目前3D打印材料主要包括聚合物材料(可进一步分为工程塑料和生物塑料)、金属材料、陶瓷材料和复合材料等。其中聚合物材料因其成本、打印友好性,在消费级和工业级应用中占据绝对主导地位:
PLA(聚乳酸):是一种由玉米淀粉、甘蔗等植物原料制成的生物基可降解塑料。你可以把它理解为“用植物做的塑料”。正因为这个特性,它被广泛认为是3D打印领域最环保、最友好的入门材料。
为什么新手都从它开始?
①极易打印,成功率高:打印时喷嘴只需加热到 180-220℃,热床只需不加热或加热到 50-60℃ 即可。
②几乎不翘曲:它在冷却时收缩率非常小,这意味着打印大模型时,边角也不容易翘起,对新手极其友好。
③无异味:打印时散发的不是刺鼻的塑料味,可以在家庭或教室环境中放心使用。
④打印效果出色:成品表面质感好,层纹相对美观。
⑤颜色丰富:拥有从基础色到荧光、渐变、丝绸、金属、木质、夜光等各种炫酷效果的线材,可玩性极高。
⑥安全环保:在工业堆肥条件下可被微生物分解。
局限性
①强度与耐热性较差:它比较“脆”,受到强力冲击或弯曲时容易断裂,不适合制作需要承重或反复受力的功能性零件。
②耐热温度低(约 60℃)。夏天放在车里、靠近热源或装热水就可能软化变形,不能用来制作耐高温的部件。
③不耐候:长时间在户外日晒雨淋会逐渐变脆和降解。
怎么用?
喷嘴温度:建议从 200℃ 开始尝试,再根据效果微调。
热床温度:50-60℃。
打印速度:50-60毫米/秒
冷却风扇:必须开启。
除了标准PLA,你还会看到这些PLA种类:
- PLA+:在标准PLA基础上增加了韧性和强度,打印难度不变,是升级的绝佳选择。
- 丝绸PLA:打印出来有金属般的光泽,非常漂亮。
- 木质PLA:混入了木粉,打印后可以打磨、上漆,获得特殊木头质感。
- 可溶解支撑PLA:用于双喷头打印机,作为支撑材料,完成后可用特定溶液溶解,获得极其复杂的模型。
- PLA银河:打印成品在光线下如夜空银河般深邃闪耀,适合宇宙主题和奇幻风格模型。
- PLA彩虹:随打印进程自动渐变色彩的线材,单一作品即可呈现流畅的七彩过渡效果,无需换料即可获得多色视觉冲击。
- PLA夜光:添加蓄光材料的特殊线材,吸收光线后能在暗处自发荧光,适合打印警示标识、趣味夜灯和魔法主题装饰。
- PLA哑光:成品表面呈现高级雾面质感,能有效隐藏层纹且不反光。
PETG(共聚聚酯):是一种透明塑料,具有较好的黏性、透明度、颜色、耐化学药剂和抗应力白化能力,可很快热成型或挤出吹塑成型。其制品高度透明,抗冲击性能优异,完美地平衡了打印难度和性能,是从PLA进阶的首选材料。

核心特点
①强度高、韧性好:比PLA更抗冲击和弯曲,不容易断裂。打印的功能性零件,如卡扣、工具手柄,使用寿命更长。
②良好的层间结合:层与层之间粘合非常牢固,成品各向异性弱,整体强度高。
③打印友好,几乎不翘曲:虽然需要比PLA稍高的温度,但其收缩率很低,和PLA一样不易翘曲,对打印环境要求不高,成功率高。
④出色的化学和物理特性:对油脂、清洁剂等常见化学品有较好的抵抗能力;可以打印出质感不错的半透明部件。
局限性
①表面易刮花:成品表面比PLA软,在打印和后续处理中容易产生划痕。
②“拉丝”问题:PETG在打印时更容易产生细丝,需要更好地调试回抽参数和温度。
③需要更注重冷却:打印小细节或悬垂结构时,需要良好的冷却,但又不能过度冷却导致层间结合不好。
怎么用?
喷嘴温度:220-250℃(建议从230℃开始)。
热床温度:70-80℃。
打印速度:约 40-60毫米/秒。
冷却风扇:建议开启 30-50% 的功率。冷却不足会拉丝,冷却过猛会影响强度。
关键技巧:切忌让喷嘴在打印时刮过已打印层!PETG很粘,容易把打印件带起。建议设置 “Z抬升”(Z-hop)功能。
PCL(聚己内酯):是一种低温可塑的生物可降解塑料。其最大特点是熔点极低,只有60℃左右,与大部分生物材料一样,人们常把它用作特殊用途,如药物传输设备、缝合剂等,同时PCL还具有形状记忆性。由于它熔点低,因此不需要很高的打印温度,从而达到节能效果。在医学领域,可用来打印心脏支架。

核心特点
①非常低的打印温度:PCL 的熔点约为 60℃,因此打印所需温度远低于大多数热塑性材料。喷嘴温度通常为70–90℃,且耗材在室温下就可以获得良好附着,通常不需要对热床加热。
②优异的柔韧性:打印成品在室温下柔软有弹性,类似硬质橡胶,可弯曲、压缩。
③具备形状记忆效应:加热至60℃以上可任意重塑形状,冷却后固定,允许对成品进行二次修正或“焊接”修复。
④完全生物可降解与生物相容:在自然环境中(土壤/堆肥)6–12个月可完全分解为无害物质。
局限性
①强度低、不耐热:机械强度远低于PLA,且遇热(>60℃)迅速软化,无法制作承重件或户外用品。
②保质期短、易降解:开封后需严格防潮密封,长期储存可能自然降解变脆。
③表面易粘黏:成品在温暖环境下可能轻微发粘,建议表面喷涂保护层。
怎么用?
喷嘴温度:70–90℃(切勿超过100℃)。
热床温度:关闭或室温
打印速度:30–50毫米/秒,建议配合冷却风扇全开以加速固化。
关键技巧:使用直接挤出机。打印后可用吹风机加热局部进行弯曲矫正或粘合。存储务必密封防潮,建议搭配干燥剂。
工程塑料,指被用作工业零件或外壳材料的工业用塑料,具有强度高、耐冲击性、耐热性、硬度高以及抗老化性等优点,正常变形温度可超过90℃,可进行机械加工、喷漆以及电镀。工程塑料是目前颇具发展前景的一类3D打印材料,常见的有ABS、PA、PC、PEEK等,下面让我们来认识一下他们的特性:
ABS(丙烯腈-丁二烯-苯乙烯共聚物):是一种经典的工程热塑性塑料。它以高强度、高耐热性和良好的可后处理性而闻名。

核心特点
①坚固且耐热:机械强度高,尤其耐冲击;热变形温度接近 100℃,可用于制作车内部件或耐热外壳。
②可进行专业级后处理:用丙酮蒸汽熏蒸,可获得光滑如注塑的镜面效果,这是其标志性优势;易于粘合(用丙酮)和打磨。
局限性
①极易翘曲开裂:打印大尺寸物体时,边角会严重翘起,甚至导致整层脱离热床或模型从中间裂开。
②需要封闭打印环境:必须使用保温舱来保持环境温度稳定,防止冷却过快。
③打印气味刺鼻:打印时会产生有害烟雾,必须在通风良好的环境或使用空气净化器。
④热床要求高:需要 100-110℃ 的高温热床和良好的附着涂层。
怎么用?
环境要求:保温舱是必须的! 且要避免通风。
喷嘴温度:240-260℃。
热床温度:100-110℃。
打印速度:可稍快,50-80毫米/秒。
关键技巧:使用裙边(Brim) 来增加附着;尽量避免打印高瘦的模型;第一层挤出量可略微增加。
PA(尼龙):是一类半结晶性合成聚酰胺工程塑料的统称。在3D打印领域,它以卓越的机械强度、出色的耐磨性和良好的耐化学性而著称,是制造高强度功能部件的顶级材料之一。

核心特点
①高韧性抗冲击:在常见打印材料中,尼龙的缺口冲击强度名列前茅,能承受反复的冲击和疲劳载荷,不易脆断。
②优异的耐磨性:摩擦系数低,自润滑性好,是打印齿轮、轴承、滑块等运动部件的近乎完美选择。
③良好的化学稳定性与耐热性:对油脂、燃料和许多溶剂有良好的抵抗能力;热变形温度较高,部分高温尼龙(如PAHT)可长期在150℃以上环境工作。
④出色的层间结合力:熔融状态下流动性好,层与层之间能牢固熔合,使得打印件各向异性较弱,整体性能均衡。
局限性
①极强的吸湿性:尼龙会从空气中快速吸收水分,受潮的线材在打印时会产生气泡、拉丝、强度严重下降,甚至无法打印。
②必须全程防潮:从存储、打印到成品使用都需注意。
③高打印温度与易翘曲:打印温度高(PA12约240-260℃,PA6约260-280℃),需要全金属热端。虽然比ABS好,但仍有一定翘曲倾向,强烈建议使用密闭保温舱和高温热床(80-100℃)。
④表面易吸湿后变形:打印成品也会吸湿,可能导致尺寸微变或性能变化。
怎么用?
打印前必须干燥:使用专业料仓干燥盒,在 80℃ 下烘干 6-12 小时。
打印中持续干燥:打印时线材应通过干燥料仓或管路持续供给,防止在打印过程中再次吸湿。
设备要求:全金属热端、硬化钢或宝石喷嘴、保温舱。
打印参数参考(以PA12为例):
喷嘴温度:250-260℃
热床温度:80-100℃
打印速度:40-60 mm/s
冷却风扇:关闭或极低(<10%)
后处理:打印后建议进行退火处理,以释放内应力、提升结晶度和尺寸稳定性。
常见的3D打印尼龙类型包括:
- PA6:最常见的工业尼龙,强度高,但吸湿性强,打印难度较大。
- PA12:最适合FDM 3D打印的尼龙。吸湿性较低,收缩率和翘曲倾向更小,打印成功率显著高于PA6。
- PA-CF(碳纤维增强尼龙):添加短切碳纤维,大幅提升刚性、尺寸稳定性和耐热性,表面呈现哑光质感。
- PA-GF(玻璃纤维增强尼龙):提升刚度和耐热性,成本通常低于碳纤维版本。
PC(聚碳酸酯):是一种高性能非晶型热塑性工程塑料。它以 “高强度、高透明度、高耐热性” 三位一体的卓越性能而闻名,是制造防弹玻璃、宇航面罩和高端电子产品的核心材料,在3D打印中代表着顶级的功能性与可靠性。
核心特点
①良好的冲击强度:在常见3D打印塑料中,PC拥有最高的冲击韧性,其抗冲击性是ABS的5-8倍,即使在低温下也不易脆裂。
②卓越的耐热性与阻燃性:热变形温度高达130-140℃,远超PLA和ABS,可在高温环境下长期稳定工作。天生具备UL94 V-0/V-2级阻燃性能,是电子电气外壳的理想选择。
③优异的光学性能:原生PC颗粒透明度极高(透光率>90%),虽然3D打印的层纹会影响透光,但仍是打印透明或半透明功能性部件的最佳材料之一。
局限性
①极度怕潮:吸湿性极强,潮湿的PC线材在打印时会剧烈产生气泡、爆裂、强度归零。
②高温与内应力:需要极高的打印温度(280-310℃),且冷却时收缩大,内应力极强,易导致层间开裂或整体翘曲。
③附着力要求苛刻:对热床附着要求极高,需要专用的打印表面。
④设备门槛高:普通消费级3D打印机大多无法满足其打印需求。
⑤需要后处理以发挥最佳性能:打印后通常需要退火以消除内应力、提升耐热性和强度。
打印参数指南:
喷嘴温度:290-310℃(建议从300℃开始测试)。
热床温度:110-120℃。
打印速度:低速打印,建议 30-50 mm/s,以改善层间结合。
冷却风扇:完全关闭。任何主动冷却都会导致层间开裂。
关键技巧:打印第一层时,可适当提高挤出率(105-110%)。使用宽裙边或防撞边辅助附着。
PEEK(聚醚醚酮):是一种半结晶性特种高性能热塑性塑料。它被公认为3D打印(乃至整个塑料工程领域)性能金字塔最顶端的材料,综合性能最接近金属,专为应对极端环境而生。

核心特点
①极致的耐高温性能:连续使用温度高达260°C,短时耐受温度超过300°C,热变形温度(HDT)在1.82MPa下可达>315°C,是所有3D打印热塑性塑料中的绝对冠军。
②卓越的机械性能保持率:在高温、高湿、化学腐蚀等极端恶劣条件下,其机械强度(拉伸、弯曲、抗蠕变)的保持率远超其他塑料。固有的V-0级阻燃性,且燃烧时发烟量极低。
③出色的耐化学性与抗辐照性:对几乎所有常见有机溶剂、酸碱(除浓硫酸等少数强氧化性酸)都具有极佳的耐性。能耐受高剂量的伽马射线和X射线辐照,适用于医疗灭菌和航空航天环境。
④卓越的耐磨与抗疲劳性:摩擦系数低,耐磨性优异,是制造高性能密封件和轴承的理想材料。抗疲劳特性极佳,适合制造长期承受交变载荷的零件。
⑤生物相容性与可植入级认证:部分医用级PEEK拥有ISO 10993和USP Class VI认证,可用于制造长期植入人体的骨替代物、脊椎融合器等,是“金属植入物”的完美替代品。
严苛的打印挑战与要求:
①打印机必须满足的“工业级”条件
- 超高温热端
- 超高温热床
- 全封闭、主动加热的恒温舱
- 全金属、无PTFE管道的直接挤出路径
- 专用的打印底板
②材料处理:
- 极致防潮,打印前必须在 150°C 的真空干燥箱或除湿干燥箱中烘干至少8-12小时
- 打印中持续超高温干燥
打印参数指南
喷嘴温度:380°C - 420°C。
热床温度:160°C - 200°C。
腔室温度: > 90°C (强烈建议 > 110°C)。
打印速度:非常缓慢,通常为 20-40 mm/s。
冷却风扇:绝对关闭。
材料性能知识
掌握材料与参数之间的映射关系,能够快速帮助您了解耗材的特性。在深入理论之前,您可能需要一份全面的参数参考。我们已为您整理好涵盖PLA、PETG、ABS、尼龙、PC、PEEK等三绿品牌耗材的《材料参数表》。
在3D打印中,选对材料比调参数更重要。不同材料不仅影响打印难度,还会直接决定:
- 强度(会不会断)
- 耐热(会不会变形)
- 打印难度(好不好打)
- 是否容易受潮
本页面帮你快速理解常见材料的性能差异,并学会如何选择。 如果你不想看太多细节,先记住这张表:
| 需求 | 推荐材料 |
|---|---|
| 好打、成功率高 | PLA |
| 强度更好 | ABS |
| 韧性好、不易断 | PETG |
| 高性能 / 工程件 | PA / PC |
| 材料核心性能对比 | |||||
|---|---|---|---|---|---|
| 材料 | 打印容易度 | 强度 | 韧性 | 耐热性 | 吸湿性 |
| PLA | ★★★★★ | ★★ | ★ | ★ | ★★ |
| PETG | ★★★★ | ★★★ | ★★★★ | ★★ | ★★★ |
| ABS | ★★ | ★★★★ | ★★★ | ★★★★ | ★★★ |
| TPU | ★★ | ★★ | ★★★★★ | ★★ | ★★★★ |
| PA(尼龙) | ★ | ★★★★★ | ★★★★ | ★★★★ | ★★★★★ |
| PC | ★★ | ★★★★★ | ★★★ | ★★★★★ | ★★★★ |
如何理解上述指标?
在材料参数表中,你会看到很多“看起来很专业”的指标。下面为您逐个解释:
| 机械性能 (决定强度 & 是否容易断) | 拉伸强度 (Tensile Strength) | 材料被“拉断前”能承受的最大力 数值越高 → 越不容易被拉断常见 用途:结构件、承重件 简单理解:“拉断”的能力 |
| 断裂伸长率 (Elongation at Break) | 材料被拉断前可以“拉长多少” 高 → 有韧性(像橡皮筋) 低 → 脆(像玻璃) 简单理解:能不能被拉伸而不断 | |
| 弯曲强度 (Flexural Strength) | 材料被“弯断”前能承受的力 简单理解:抗弯能力 | |
| 弯曲模量 (Flexural Modulus) | 材料“硬不硬”的指标 高 → 硬(不容易变形) 低 → 软(容易弯曲) 简单理解:刚性强不强 | |
| 悬臂梁冲击强度 (Impact Strength) | 材料被“突然撞击”时的抗断能力 理解方式:掉地上会不会摔裂 分两种:缺口:更严苛测试;无缺口:实际情况 越高说明:更耐摔、耐冲击 | |
| 硬度 & 密度 | 邵氏硬度 (Shore Hardness) | 材料表面的“软硬程度” 理解方式:是“橡胶”还是“硬塑料” 常见:TPU:低(软)、PLA:高(硬) |
| 密度 (Density) | 单位体积的重量 理解方式:同样大小,是轻还是重 影响:成品重量、材料成本 | |
| 热性能 | 热变形温度 (HDT) | 在受力情况下开始变形的温度 理解方式:高温下会不会“塌掉” 越高说明:越耐热,更适合户外/高温环境 |
| 玻璃化转变温度 (Tg) | 材料从“硬”变“软”的温度 理解方式:开始变软的温度 用途:判断使用温度上限 | |
| 维卡软化温度 (Vicat) | 在压力下开始软化的温度 理解方式:实际使用中更接近“变软”的温度 比 Tg 更贴近实际应用 | |
| 熔点温度 (Melting Point) | 材料完全变成液体的温度 理解方式:真正“融化”的温度 用途:决定打印温度范围 | |
| 分解温度 (Decomposition Temp) | 材料开始被“烧坏”的温度 理解方式:超过这个温度就会损坏 用途:防止打印过热 | |
| 热膨胀系数 | 材料受热后膨胀程度 理解方式:加热后会不会变形 越高说明:越容易翘边 | |
| 尺寸 & 加工性能 | 收缩率 (Shrinkage) | 材料冷却后体积变化 理解方式:打印完会不会缩水 越高:尺寸越难控制,越容易翘边 |
| 熔体指数 (MFI) | 熔融状态下的流动能力 理解方式:材料“好不好挤出来” 越高说明:流动性好,更容易打印 | |
| 电性能(特殊用途) | 体积电阻率 | 材料导电能力 理解方式:导电还是绝缘 越高说明:越绝缘 |
| 介电常数 | 材料在电场中的表现 理解方式:电子应用中的稳定性 用途:高频电子、电气部件 | |
| 化学 & 安全性能 | 耐化学性 | 抗腐蚀能力 理解方式:会不会被化学品腐蚀 用于:工业、户外 |
| 阻燃性 | 是否容易燃烧 理解方式:遇火会不会烧起来 用于:安全要求高的场景 |
设备性能调校
本页面将系统阐述:当您面对一种新材料时,如何根据其物理特性推导出最佳打印参数,并通过测试找到最佳的打印设置,最终实现从“打印成功”到“打印卓越”的进阶。
注意:不同材料(如PLA、PETG、ABS、尼龙等)对打印参数的敏感度不同,以下调整方向仅作为通用参考,实际参数需根据材料特性和设备情况进行优化。
温度系统参数
| 参数 | 主要影响 | 调高的效果 | 调低的效果 |
|---|---|---|---|
| 喷嘴温度 | 层间结合力、表面光泽度、挤出流动性、材料降解 | 层间结合力和材料流动性提高,但可能增加拉丝、溢料和细节模糊的风险 | 细节更清晰、拉丝减少,但可能导致层间结合力降低或出现挤出不足 |
| 热床温度 | 底层附着、整体翘曲、底部表面质量 | 提高首层附着力并减少翘曲,但可能导致底层过度软化或出现“大象脚”现象 | 底部细节清晰,但翘曲风险急剧增加、首层附着力下降 |
| 腔室温度 | 整体应力分布、翘曲控制、层间结合 | 可减少内部应力和翘曲并改善层间结合,但可能降低冷却效率,使细节表现变软 | 冷却更快,但对于ABS、尼龙等高收缩材料更容易产生开裂或翘曲 |
运动与挤出参数
| 参数 | 主要影响 | 调高的效果 | 调低效果 |
|---|---|---|---|
| 打印速度 | 表面光洁度、细节精度、振动、层间结合 | 打印效率提高,但振动增加、冷却时间减少、细节精度下降、层间结合可能减弱 | 表面质量、细节提高、振动减少,但效率降低、可能过热 |
| 回抽距离 | 拉丝、渗出、堵头风险 | 拉丝显著降低,但频繁回抽增加堵头风险 | 挤出连续,但拉丝渗出严重 |
| 回抽速度 | 回抽效率、挤出机磨损、振动 | 回抽效率提高、拉丝控制更好,但可能增加振动和噪音。 | 回抽平稳,但可能回抽不足 |
| 挤出倍率 | 尺寸精度、实心层致密度、层纹 | 线宽和填充密实度增加,但尺寸偏大、表面粗糙 | 尺寸精确、表面平整,但层间缝隙、填充不足 |
冷却系统参数
| 参数 | 主要影响 | 调高的效果 | 调低的效果 |
|---|---|---|---|
| 冷却风扇速度 | 悬垂表现、桥接能力、表面光泽、层间应力 | 悬垂/桥接质量提高、细节定型快,但结合力降低、应力提高 | 层间结合力增强、翘曲风险降低,但悬垂塌陷、桥接失败 |
| 最小层时间 | 小截面冷却、过热变形、层间结合 | 冷却充分、防止过热变形,但打印时间大幅增加 | 效率提高,但小截面过热、细节熔塌 |
| 桥接冷却 | 桥接质量、下垂程度、表面平整度 | 桥接平整度提高、下垂减少,但可能过度冷却 | 桥接下垂严重、质量差 |
几何与结构参数
| 参数 | 主要影响 | 调高的效果 | 调低的效果 |
|---|---|---|---|
| 层高 | Z轴分辨率、表面光滑度、打印时间、强度 | 打印速度提高,但层纹明显、细节丢失 | 表面光滑、细节精细,但时间大幅增加 |
| 填充率 | 重量、强度、刚度、打印时间、顶部表面 | 强度和刚度提高、顶部支撑好,但耗材使用量增加、耗时、过热 | 省料省时、散热快,但强度下降、顶部下垂 |
| 外圈数量 | 表面质量、防水性、垂直强度 | 表面质量、防水性、强度提高,但耗时、耗材使用量增加 | 效率提高、耗材使用量减少,但表面纹理明显、可能渗漏 |
许多质量问题并非单一参数所致,而是参数组合失衡的结果:
| 质量问题 | 典型解决方案 |
|---|---|
| 层间结合差 | 提高温度5-10℃、降低外壁速度、减少冷却 |
| 严重拉丝 | 降低温度、增加回抽距离或速度、优化回抽设置 |
| 表面粗糙颗粒感 | 降低温度、校准流量、加强冷却、干燥耗材 |
| 底部翘曲 | 提高热床温度、使用保温舱、禁用首层冷却 |
| 悬垂塌陷 | 增强冷却(100%)、降低速度、适当降温 |
| 顶层下陷 | 增加填充率(>20%)、增加顶层层数(4-6层) |
应用拓展
若要充分发挥3D打印的潜力,将其从快速的原型制作提升至功能部件与工业级产品,需要一系列超越基础打印流程的进阶技术。本模块将系统性介绍从硬件与环境控制、到材料性能优化,再到专业级表面后处理的知识体系,帮您拓展3D打印的应用边界。
1、环境控制
可靠打印,尤其是使用高性能工程材料,需要对打印环境进行精确控制。这主要涉及对温度与湿度两个核心参数的管理。
保温舱:保温舱是包围打印机工作区域的封闭式箱体,其主要功能是维持打印环境温度稳定,这对打印工程耗材至关重要,是成功打印ABS、ASA、PC、尼龙、PEEK等高性能材料的必需条件。
核心作用:
①防止翘曲开裂:高收缩率材料在快速冷却时会收缩不均,导致翘曲或层间开裂。保温舱将环境温度维持在材料的玻璃化转变温度附近,让材料缓慢、均匀地冷却。
②改善层间结合:高温环境使新挤出的材料能更好地与已打印层熔合。
③减少温度波动:消除空调、门窗气流等环境干扰。
与温度控制同等重要的是湿度调节。许多3D打印线材,如尼龙、PVA、PETG乃至PLA,都具有吸湿性。当材料暴露在潮湿空气中时,会吸收水分。在打印过程中,这些水分在高温喷嘴内沸腾汽化,导致挤出料产生气泡、表面粗糙、挤出不稳定甚至喷嘴堵塞。更严重的是,吸收的水分会导致材料强度大幅下降、变脆。因此,必须将未使用的线材储存于密封防潮箱(配合干燥剂),并对已受潮的材料使用专用的加热式干燥箱进行主动烘干,以确保材料处于最佳打印状态。
2、热处理
通过环境控制成功打印出的零件,其材料性能仍处于“原生打印态”。若要显著提升其机械强度、刚度、耐热性及尺寸长期稳定性,则需要对其进行退火处理。
退火:退火是一种对已完成的3D打印件进行热处理的后处理工艺,其主要功能是通过精确控制加热与冷却过程,以重组材料的分子结构,从而提升零件的机械性能与热稳定性。这对于追求高强度、高耐温性或尺寸稳定性的功能型零件至关重要。
核心作用:
①释放内应力,提升尺寸稳定性:内应力是导致零件随时间变形、开裂的元凶。退火通过加热使材料分子链松弛并重新排列,从根本上释放这些内应力,使零件在后续使用中保持稳定形状。
②大幅增强机械强度与刚度:对于ABS、尼龙、PETG等材料,经过正确退火的打印件,其拉伸强度、弯曲模量和耐冲击性可提升30%甚至更高。材料从“各向异性”(层间结合弱)变得更接近“各向同性”,整体性更强。
③提高热变形温度:这是退火最显著的效果之一。
④改善耐化学性:更致密、更有序的分子结构能更好地抵抗化学溶剂的侵蚀。
3、表面精加工
要使3D打印件具备完美的外观与质感,还需一套系统的表面处理流程。
打磨:这是去除明显层纹、支撑痕迹和瑕疵的基础步骤。通常使用从低目数(如240目)到高目数(如800目以上)的砂纸进行干磨或水磨,逐步获得平滑表面。对于要求极高光滑度的零件,可进行光滑处理,主要有两种路径:一是化学光滑法,例如使用丙酮蒸气处理ABS制品,能快速溶解表面层纹,获得光亮的表面,但需严格安全操作;二是填充打磨法,通过涂抹模型补土或原子灰来填充层纹,干燥后再次打磨,此法能增加零件强度并适用于多种材料。
上色:表面准备就绪后,便进入上色阶段,其中喷漆是最常用和专业的技术。首先应喷涂底漆,它能进一步掩盖微小瑕疵、提高面漆附着力并提供均匀的底色。随后,根据设计喷涂面漆(如哑光、光泽或金属特效漆),需遵循“薄涂多层”的原则以避免流挂。为了提升色彩饱和度、增加光影效果或做旧,可以辅以笔涂、渗线、渍洗等模型技法进行细节强化。最后,喷涂一层保护漆(光油或消光油)来固化色彩成果,并赋予零件耐刮擦、抗紫外线或特定质感的外观。